
Ist das nicht offensichtlich?
Dank Debnath Goswami, Geschäftsführer von Extrude Hone India, erfahren wir, warum.
Bei Werkzeugen, sei es zum Strangpressen, Drahtziehen, Schmieden oder sogar Tablettenpressen, kommt es auf die Oberflächengüte an. Nicht nur aus der Perspektive der Produktionsqualität, sondern auch aus der Sicht der Produktivität.
Eine gut bearbeitete Matrize kann in kürzerer Zeit mehr produzieren und hält länger, bevor sie nachbearbeitet werden muss. Eine bessere Oberflächenbeschaffenheit bedeutet auch, dass die Wahrscheinlichkeit geringer ist, dass Material an ihr haftet, was eine perfekte Ausgabequalität gewährleistet.
Wie fertigen wir Matrizen?
Gute Frage.
Unabhängig davon, ob es sich um ein neues oder gebrauchtes Werkzeug handelt, ist die Wiederaufbereitung eines Werkzeugs ein wichtiger Aspekt der Herstellung.
Angesichts des Fortschritts in der Materialwissenschaft sind die heutigen Formen/Matrizen härter. Hinzu kommt, dass einige der Matrizen sehr komplizierte Formen und enge Durchgänge aufweisen.
All dies macht die Nachbearbeitung anspruchsvoller und oft auch zeitaufwändiger.

Abrasive Strömungsbearbeitung (AFM)
Für den Fall, dass Ihr derzeitiger Endbearbeitungsprozess nicht mit Ihren Qualitäts- und Produktivitätsanforderungen Schritt hält, von menschlichen Fähigkeiten abhängt und zeitaufwändig ist, ist es an der Zeit, über AFM nachzudenken.
Beim AFM-Verfahren (auch bekannt als Strangpresshonen) wird ein Schleifmittel zum Polieren von Werkzeugen eingesetzt. Das Medium wird mit hohem Druck aufgebracht, um die Oberflächeneigenschaften eines bearbeiteten Bauteils zu verändern.
AFM genießt seit über sechs Jahrzehnten das Vertrauen der führenden Unternehmen der Branche. Von gehärtetem Stahl bis hin zu Hartmetall hat die Fähigkeit von AFM, eine Matrize zu polieren, den Test der Zeit bestanden.
Fallstudie aus der Praxis
Bauteil: Drahtziehwerkzeug
Öffnungsgröße: 5mm x 1,5mm
Material der Konstruktion: Hartmetall
Herstellungsverfahren: EDM
Nachbearbeitungsverfahren: AFM
Dauer des Bearbeitungsprozesses: 15 Minuten
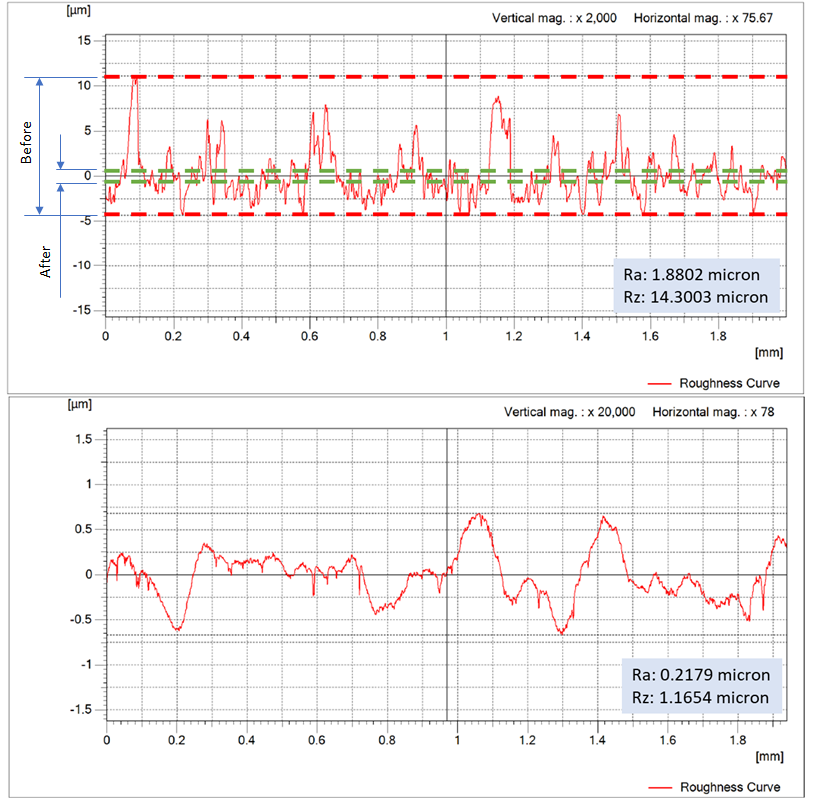
Verbesserung der Endbearbeitung:
Ra – von 1,9 auf 0,2 Mikrometer
Rz – Von 14,3 auf 1,2 Mikrometer
Wenn Sie mehr darüber erfahren möchten, besuchen Sie unsere spezielle Webseite zur Fließbearbeitung von Schleifmitteln: