
THERMISCHES ENTGRATEN DER KURBEL EINES KOLBENKOMPRESSORS
Wenn der Sommer naht und die Temperaturen steigen, werden Klimaanlagen und Kühlschränke härter arbeiten als je zuvor.
Kritische Komponente im Blickpunkt: die Kurbel in hermetischen Verdichtern
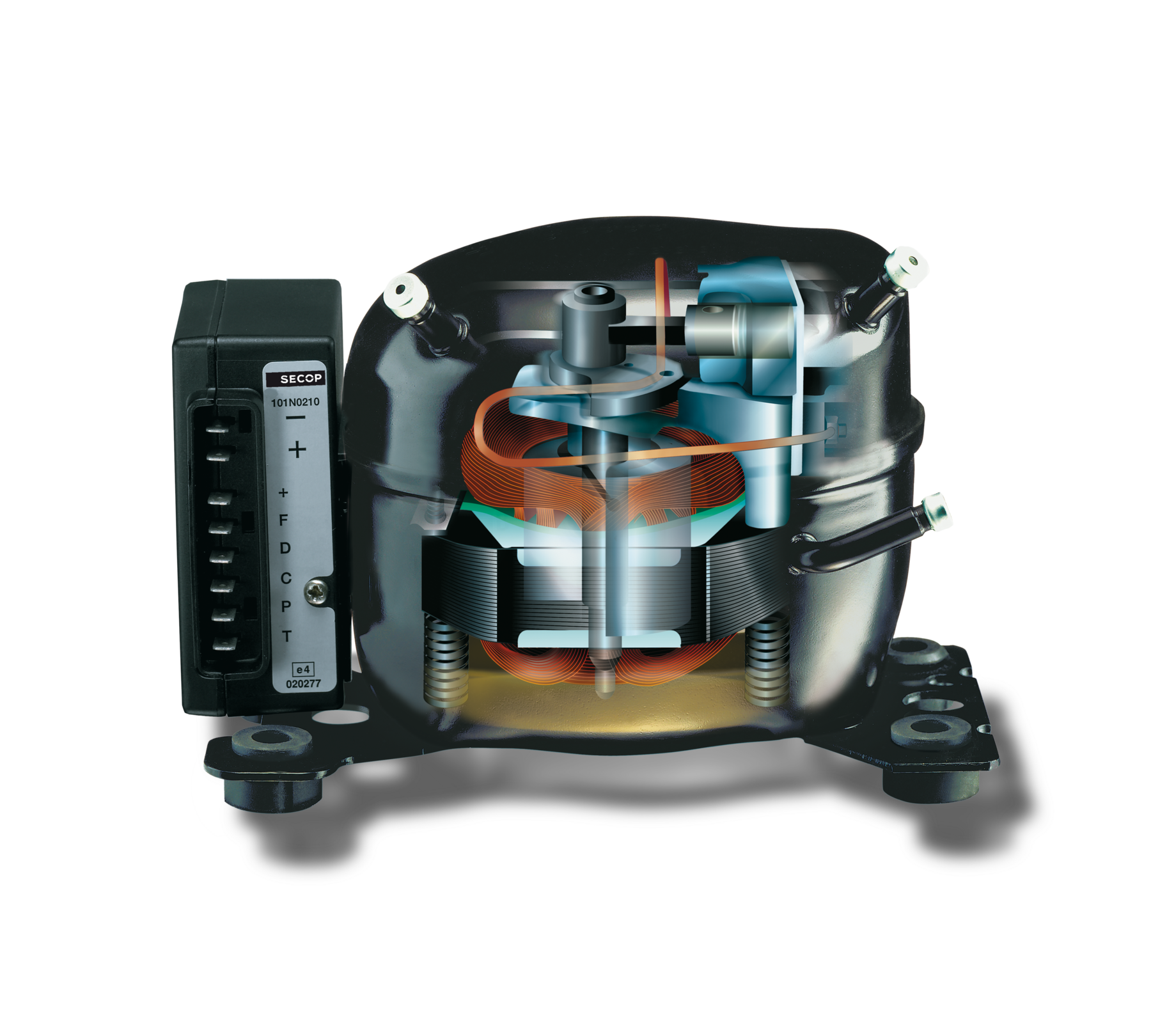
Das Herzstück eines Kühlgeräts ist der Kompressor, insbesondere ein Hubkolbenkompressor, auch bekannt als Scotch-Yoke-Kompressor.
Die meisten Kühlsysteme verwenden diesen Verdichtertyp, den es in drei Varianten gibt: hermetisch, halbhermetisch und offen.
Hermetische Verdichter werden in Kühlschränken, Klimaanlagen und Kühlsystemen eingesetzt, von denen jährlich etwa 20 Millionen Stück produziert werden.
Der Schwerpunkt liegt auf hermetischen Verdichtern und ihrer kritischen Komponente, der Kurbel.
Langlebige Leistung: Die Zuverlässigkeit von Kolbenverdichtern

Obwohl die Konstruktion und das Prinzip eines Kolbenverdichters einfach sind, können sie bis zu 50.000 Stunden lang unermüdlich laufen, um die gewünschte Kühlwirkung aufrechtzuerhalten.
Die Kurbelwelle ist für einen Kolbenkompressor unerlässlich. Sie treibt den hin- und hergehenden Kolben an, der über ein verschiebbares Joch in einen Zylinder passt.
Die Kurbelwelle eines Kolbenkompressors ist ein kleines, aber komplexes Bauteil aus gehärtetem Stahl. Sie hat eine charakteristische Form und gut definierte Schmierkanäle und Öllöcher, die einen langjährigen reibungslosen Betrieb gewährleisten.
Thermisches Entgraten für eine perfekte Kurbelwellenbearbeitung
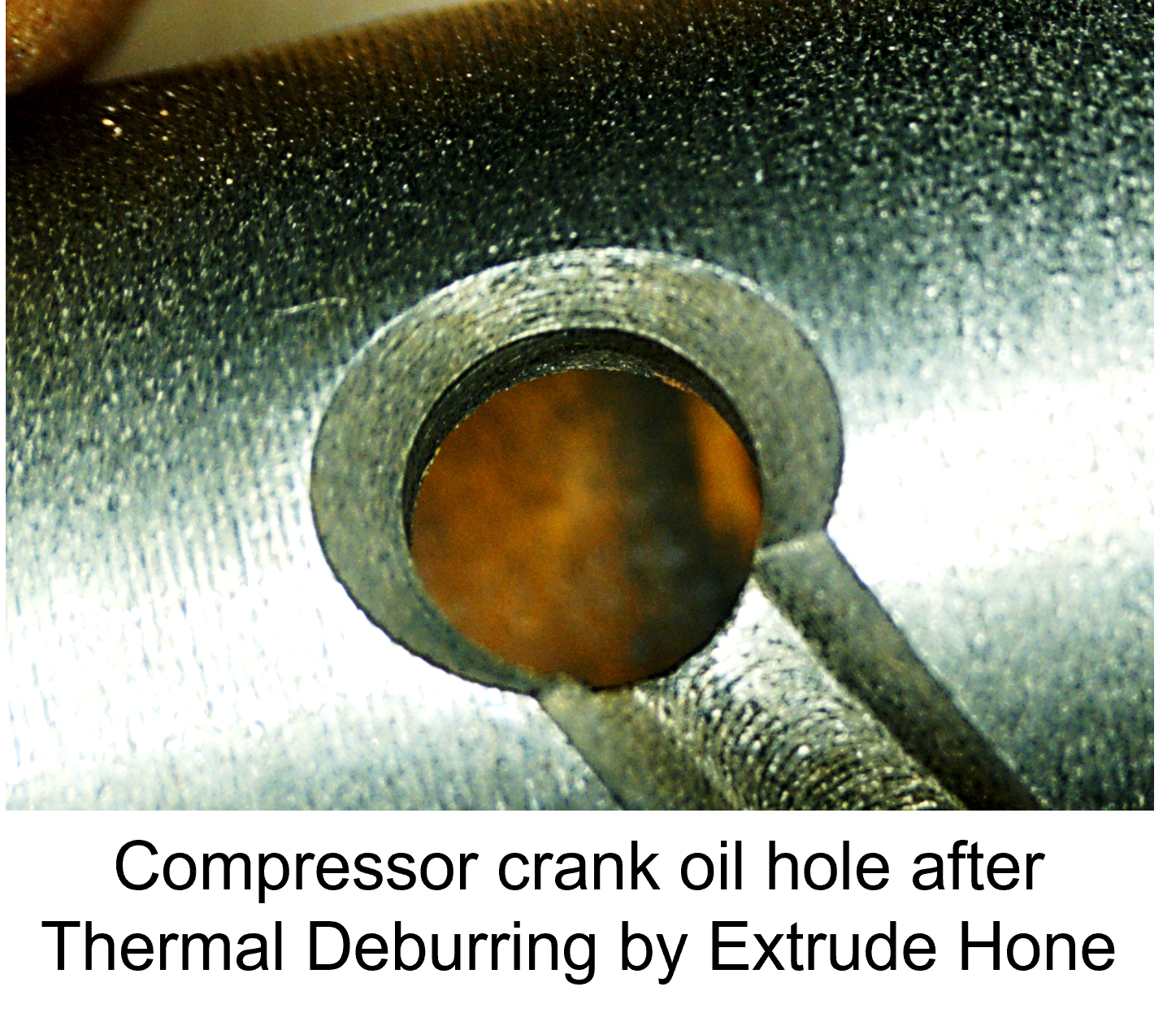
Bei der maschinellen Bearbeitung der Kurbelwelle können sich Grate bilden, die problematisch sein können. Das thermische Entgraten ist ein wichtiger Prozess, der eine vollständige Entfernung der Grate gewährleistet.
Aufgrund der komplexen Form der Kurbelwelle, der hohen Produktionsrate und der geringen Kosten ist das thermische Entgraten die einzige Technologie, die ein einwandfreies Bauteil gewährleistet.
Beim thermischen Entgraten (TEM) wird ein unter Druck stehendes Gemisch aus brennbarem Gas und Sauerstoff in einer abgedichteten, kontrollierten Kammer gezündet.
Diese Zündung erzeugt intensive Wärmeenergie, die für Millisekunden Temperaturen zwischen 2500 °C und 3500 °C erreicht. Die plötzliche Freisetzung dieser extremen Hitze führt dazu, dass Grate und Grate Feuer fangen, im überschüssigen Sauerstoff verbrennen und verdampfen, bis sich die Hitze in den Körper des Werkstücks verflüchtigt.
Das Ergebnis ist eine sorgfältige Entfernung der Grate, die eine saubere Kurbel zurücklässt und eine optimale Funktionalität gewährleistet.

Optimierung der Produktion durch thermisches Entgraten von Kurbelwellen
Je nach Maschinengröße können mehrere Kurbelwellen gleichzeitig in der Kammer der thermischen Entgratungsmaschine entgratet werden.
Jeder Zyklus dauert eine Minute, was zu den effektivsten Entgratungskosten pro Teil auf dem Markt führt.
Es ist faszinierend zu denken, dass man beim Betrachten einer Klimaanlage oder eines Kühlschranks nicht erkennen würde, dass es sich um eine weitere bewährte Lösung von Extrude Hone handelt, die den Sommer angenehmer macht.